Korrekter Einbau...
...verlängert die Lebensdauer von Drehdurchführungen!
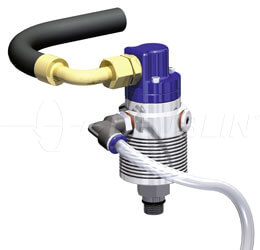
Drehdurchführungen dienen zur Ein- und Durchführung verschiedenster Medien in rotierende Maschinenteile. Medien können z.B. Wasser, Hydraulik- oder Thermoöl, Druckluft, Vakuum, Kühlschmierstoffe uvm. sein.
Bei gängigen Drehdurchführungen wird die Abdichtung vom drehenden Element, dem „Rotor“, zum stehenden Teil, dem „Stator“, meist über Gleitringdichtungen und den zugehörigen technischen Finessen realisiert.
Trotz äußerst präziser Fertigung und Verwendung hochbelastbarer Materialien unterliegt jede Drehdurchführung einem Verschleiß, das liegt unweigerlich in ihrer Aufgabe.
Unabhängig von den technischen Parametern, die die Lebensdauer einer Drehdurchführung begrenzen wie z.B. Drehzahl, Druck, Temperatur, Durchfluss, Volumina und Strömungsgeschwindigkeiten der Medien, gibt es weitere Wirkgrößen, die stark die Lebensdauer beeinflussen.

So ist der Montagevorgang ebenfalls ein wesentlicher Faktor für die Lebensdauer einer Drehdurchführung. Auf Grund ihrer Lagerung ist es wichtig, dass sie sich im montierten Zustand leicht und frei von jeder Verspannung drehen lässt. Bereits bei diesem Vorgang können durch falsche Schlauchlänge oder Verwendung falscher Verschraubungsteile die Lager verspannt werden.
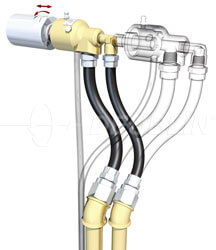
Gerade der Montage der Schläuche kommt große Bedeutung zu. Das Wichtigste dabei: Erst die flexiblen Schläuche an die Drehdurchführung, dann die mit den vorgegebenen Anzugsmomenten an das Wellenende schrauben. Bei der Verbindung des flexiblen Schlauches an die feste Verrohrung, Verdrillung des Schlauches vermeiden. Nie mit fester Verrohrung an die Drehdurchführung anschließen! Diese Schlauchleitung sollte man bogenförmig, torsionsfrei verlegen und druckdicht an die stehende Rohrleitung anschließen. Ebenso druckdicht ist eine Drehdurchführung an das Maschinenteil anzuschließen, wobei die Anzugsdrehmomente des Herstellers nicht überschritten werden dürfen. Außerdem ist es wichtig, die Aufnahme für die Drehdurchführung frei von Graten oder Spänen zu halten.

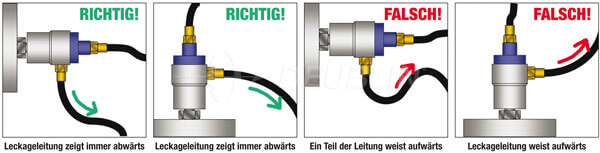
Die Leckageleitung, falls erforderlich, muss darüber hinaus immer fallend (mind. 15°) und mit möglichst großem freiem Querschnitt verlegt werden. Bei vertikal montierter Drehdurchführung muss die Leckageleitung immer stetig fallend verlegt werden, bei horizontal montierter Drehdurchführung muss der Leckageanschluss nach unten zeigen, bildlich gesprochen in „6 Uhr Stellung“.
Liegt die Leckageleitung höher als der Leckanschluss, würde die Drehdurchführung durch entstehende Leckage geflutet, eine unzulässige Betriebsweise wäre die Folge.
Eigentlich sollten die vorgenannten Punkte wie auch die Einhaltung der Montagereihenfolge Selbstverständlichkeiten sein, doch die Praxis zeigt, dass einige Anwender offensichtlich „Montagealternativen“ suchen, wie auch die Bilder verdeutlichen.
Statt sich hernach über die vermeintliche „kurze“ Lebensdauer zu wundern, hätte der Anwender im Prinzip direkt nach Inbetriebnahme nur auf seine Drehdurchführung „hören“ müssen. Sie gibt nämlich schnell zu erkennen, wenn die Einbausituation nicht korrekt ist.
Wenn sie z.B. schlägt oder taumelt, ist die Zentrierung außerhalb der Toleranz, ein Hinweis, dass das Aufnahmegewinde ausgeschlagen ist oder Fehler in der Montage vorliegen.
Die Drehdurchführung macht Vibrationsgeräusche oder wird im Lagerbereich heiß. Das wiederum sind Hinweise, dass es in der Einbausituation zu Verspannungen kommt und die Drehdurchführung nicht frei läuft.
Werden diese Fehler kurzfristig behoben (oder besser: gar nicht gemacht), profitiert der Anwender von einer langen Lebensdauer basierend auf den Parametern der Applikation ohne Störgrößen aus der Montage.
Das Präzisionsteil „Drehdurchführung“ kann dann seine Wirkung voll entfalten und in den meisten Fällen Maschinenstillstand und Wartungskosten reduzieren helfen.
Die Lage der Versorgungs- und Leckageleitungen sowie ihr Einfluss auf Effizienz und Lebensdauer einer Drehdurchführung
Alle Drehdurchführungen, die auf dem Prinzip der "entlasteten Gleitringdichtung" basieren, selbst solche mit dauerhaft geschlossenen Gleitringen, können Kleinstmengen des geführten Mediums zwischen den Gleitflächen aufweisen. Diese dienen der Schmierung und helfen Schäden durch Trockenlauf zu vermeiden.
Drehdurchführungen sind trotz aller Hochtechnologie Verschleißteile, somit kann eine gewisse Menge an Leckage als Indikator für den Gleitringzustand genutzt werden.
Da das Gesetz der Schwerkraft auch bei Drehdurchführungen gilt, sollten daher Leckageleitungen stetig abwärts zeigen, um Leckage sicher abzuführen. Eigentlich eine Selbstverständlichkeit, doch es sind schon Einbaulagen mit teilweise oder stetig aufwärts zeigender Leckageleitung bekannt geworden.
Die große Gefahr bei diesem Falschanschluss ist, dass durch stehende Leckagemengen die Lager geflutet werden oder sich Verunreinigungen im Medium bei Stillstand absetzen und im Inneren der Drehdurchführung anlagern können.
Beide Faktoren reduzieren die Lebensdauer einer Drehdurchführung erheblich!
Im Bereich der Werkzeugmaschinen und Bearbeitungszentren ist das "gemischtes Arbeiten" bekanntlich der Regelfall: Kühlmitteleinsatz, Trockenbearbeitung, Druckluft im Stillstand oder in Rotation, Minimalmengenschmierung.
Für diese Bearbeitungen geeignete Drehdurchführungen wie "POP-OFF®", "AutoSense®" oder "All-Media" Varianten, trennen die Dichtflächen, wenn kein Mediendruck anliegt bzw. stellen den Abstand zwischen den Dichtflächen medienkonform ein.
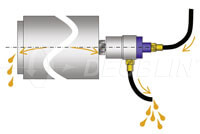
"Drucklos" geht logischerweise der Werkzeugwechsel von statten und da in diesem Moment die Gleitringe getrennt werden, ist der Ablauf von Kühlmittel aus Versorgungsleitung und Spindel durch die geöffneten Dichtflächen die Konsequenz.
Auf den Fakt als solchen kann man zwar keinen Einfluss nehmen, wohl aber auf die Verlustmenge des teuren Kühlschmierstoffes: In dem man analog den Leckageleitungen auch die Versorgungsleitungen stetig abwärts von der Drehdurchführung führt.
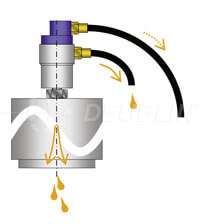

Mittels dieses kleinen Tricks verbleibt sämtlicher Kühlschmierstoff zwischen Drehdurchführung und Schaltventil in der Leitung, es "steht an" für den nächsten Bearbeitungsvorgang; lediglich die geringe Menge zwischen Drehdurchführung und Werkzeugspitze geht als Leckage verloren.
Ganz anders bei von der Drehdurchführung her aufwärts verlegten Leitungen: Es ist an der Graphik unschwer zu erkennen, dass in diesem Fall sämtliches Kühlmittel zwischen Schaltventil und Drehdurchführung abfließt. Das erhöht die Leckagemenge aus Spindelbohrung und Leckageleitung.

Neben der Vermeidung unnötiger Kühlmittelverluste wirkt sich als dritter Faktor die Filterung und Pflege der Kühlschmierstoffe positiv auf die Standzeit aller Komponenten aus.
Drehdurchführungen von Markenherstellern wie DEUBLIN sind so ausgelegt, dass sie verschiedenen Verunreinigungen in Kühlschmiermitteln, die in den meisten Fertigungsstätten vorkommen, weitestgehend widerstehen. Um eine lange Standzeit und maximale Produktivität der Drehdurchführung zu erreichen, sollte das Kühlmittel nach ISO 4406:1999 Code 17/15/12, SAE 749 Klasse 5, oder NAS 1638 Klasse 8 gefiltert sein, maximale Partikelgröße 60 µ.
Zum Vergleich: Pumpen (sowohl Festkolben als auch variables Volumen) benötigen typischerweise Kühlmittelfiltration nach ISO 4406, Code 16/14/11 oder besser – in anderen Worten: sie vertragen nur halb so viel Kontamination.
Für die Kühlmittelzubereitung sollte nur destilliertes Wasser verwendet werden. Kalzium- und Magnesiumsalze im Leitungswasser verkürzen die Lebensdauer von Kühlschmierstoffen durch Verdrängung der Chemikalien im Kühlmittel, Aufbrechen der Öl-Wasser-Emulsion. Außerdem leisten sie bakteriellem Wachstum Vorschub. Diese Salze können ebenso Ablagerungen im Inneren der Drehdurchführung verursachen, was zu vorzeitigem Ausfall führen kann. Als Daumenregel gilt, dass jeder zusätzliche Härtegrad (äquivalent zu 17 ppm oder 17 mg/l Kalzium-Karbonat) den jährlichen Kühlmittelverbrauch um 1% anhebt. Adäquate Kühlschmiermittelpflege verlängert außerdem die Standzeit der Werkzeuge und verbessert die Oberflächenqualität der Werkstücke. Wenn man also in unserer Zeit aus Effizienz- und Kostengründen um jede halbe Sekunde Maschinenzeit und jeden halben Cent Stückkosten und jedes Ausschussstück kämpft, dann sollte man diese Praxistipps ruhig beherzigen, denn sie helfen bares Geld zu sparen!